
Introduction to Machine Taps for Threading
In the world of modern manufacturing, precision is not just an advantage—it is a necessity. High-speed machining and automated production lines require tools that can withstand immense thermal stress while maintaining microscopic accuracy. Among these tools, machine taps for threading stand as critical components. Unlike hand taps, which are used in manual operations, machine taps are designed for use in CNC machines, drill presses, and automated tapping centers. They are engineered to handle continuous cycles and high-torque environments.

Choosing the correct machine taps for threading can mean the difference between a high-yield production run and a costly series of broken tools and scrapped parts. This article explores the top choices in the industry, focusing on geometry, material composition, and application-specific designs. Whether you are working with stainless steel in the aerospace sector or aluminum in automotive manufacturing, understanding the nuances of machine taps for threading is essential for operational efficiency.
Table of Contents
- Introduction to Machine Taps for Threading
- About MisolGroup: Leading the Future of Threading
- 6 Best Machine Taps for Threading Reviewed
- Technical Specifications and Materials
- How to Choose the Right Machine Tap
- Maintenance and Tool Life Optimization
- Summary Comparison Table
- Frequently Asked Questions
- References
About MisolGroup: Global Excellence in Tooling
Since our founding in 2005, MisolGroup has established itself as a leading Chinese manufacturer of high-performance thread cutting tools, integrating R&D, production, and global sales into a seamless operation. We understand that in a competitive market, reliability is the most valuable currency.
Advanced Manufacturing & Uncompromising Quality
Our commitment to excellence is embedded in our manufacturing process:
- Full In-House Production: We control the entire process with advanced CNC automation, vacuum heat treatment, and comprehensive testing facilities.
- Premium Materials: We use high-grade high-speed steels (HSS) like M35, DV3, and M2 to produce durable premium taps that ensure superior performance and longer tool life.
- R&D Expertise: Our strong R&D team, backed by nearly two decades of experience, focuses on innovating thread tool applications for the most demanding materials.
Engineered for Demanding Industries & Materials
Our machine taps for threading are optimized to excel across a wide range of applications:
- Key Industries Served: Automotive, Aerospace, Defense, Electronics, and Mold & Die Manufacturing.
- Material Expertise: Effectively machining cast iron, carbon steel, stainless steel, and non-ferrous alloys.
A Partnership Built on Reliability and Integrity: Our strict, ISO-certified quality management system guarantees consistent reliability. We are recognized as a trustworthy, contract-compliant supplier committed to customer satisfaction.
6 Best Machine Taps for Threading Reviewed
Navigating the vast array of threading tools requires a look at specific designs tailored for different hole types and materials. Here are the top six machine taps for threading currently dominating the industrial landscape.
1. MisolGroup DIN371 German Industrial Standard Taps

The DIN371 German industrial standard series is a benchmark for quality in European-style manufacturing. These taps feature a reinforced shank, making them incredibly rigid and resistant to deflection. They are the ideal machine taps for threading through-holes and blind holes in small diameters (typically up to M10).
MisolGroup’s DIN371 range is manufactured using M35 Cobalt steel, which provides exceptional red-hardness. This allows the tool to maintain its cutting edge even when temperatures rise during high-speed tapping operations in carbon steel or alloy steel. The precision-ground threads ensure that every part meets ISO 2 (6H) tolerance requirements.
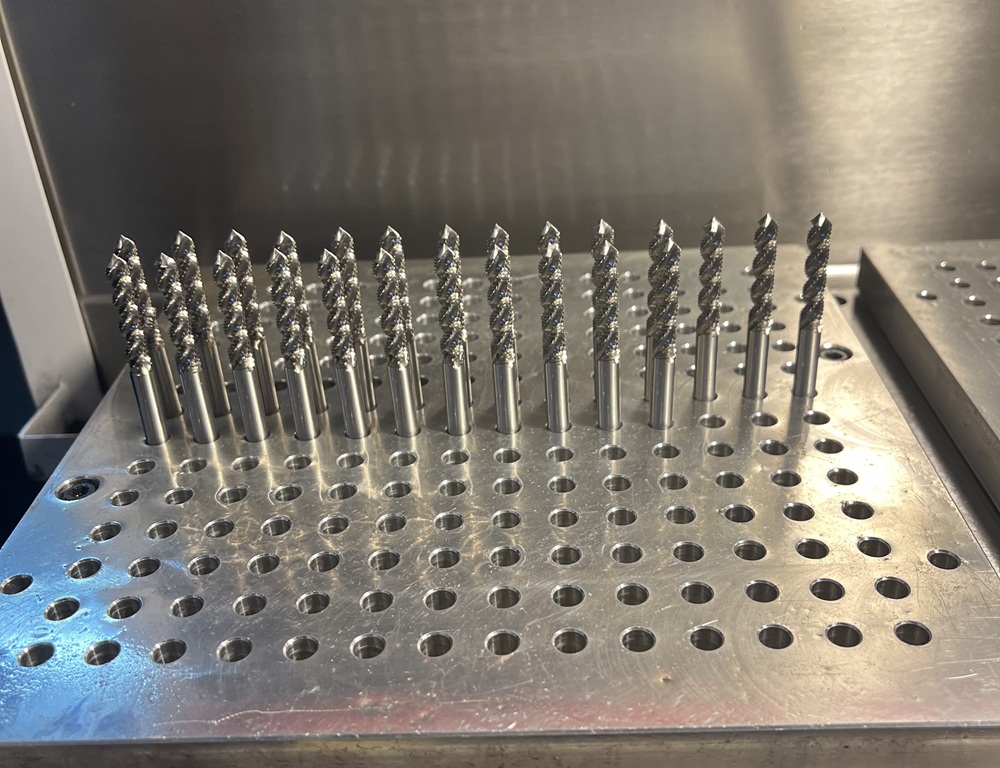
2. MisolGroup JIS Spiral Groove Tap Series

For blind hole applications, the JIS spiral groove tap series is unparalleled. These machine taps for threading are designed with a helical flute that acts like a screw, pulling chips upward and out of the hole. This prevents chip packing, which is the leading cause of tap breakage in deep-hole threading.
Following the Japanese Industrial Standard (JIS), these taps are favored in the electronics and automotive sectors where Japanese machinery and specifications are prevalent. The spiral angle is optimized to balance cutting force and chip evacuation efficiency, ensuring a smooth finish on the internal threads.
3. MisolGroup (10S-529) Standard Series

The (10S-529) standard series represents the pinnacle of versatile, multi-purpose threading. Designed for high-volume production, these machine taps for threading are the “workhorses” of the workshop. They are engineered to handle a broad spectrum of materials, from mild steels to ductile irons.
The 10S-529 series utilizes a specialized geometry that reduces friction during the return stroke. By minimizing the contact area between the tap and the newly cut thread, MisolGroup has succeeded in reducing tool wear and improving the overall surface finish of the workpiece.
4. Spiral Point Taps (Plug Taps) for Through-Holes
When it comes to through-holes, spiral point taps—often referred to as “gun taps”—are the industry standard. These machine taps for threading have a straight flute but feature a specialized angular grind at the tip. This grind pushes the chips forward, ahead of the tap, and out through the bottom of the hole.
Because the chips are driven forward, the flutes can remain shallow, which gives the tap a much thicker core. This increased core thickness makes spiral point taps significantly stronger than spiral flute alternatives, allowing for higher speeds and feed rates in tough materials like stainless steel.
5. High-Performance Forming Taps (Chipless Taps)
Forming taps represent a different philosophy in machine taps for threading. Instead of cutting the material and creating chips, these taps displace the metal to form the thread. This process, known as cold forming, results in threads that are physically stronger due to grain flow densification.
Forming taps are excellent for ductile materials like aluminum, copper, and soft steels. Since there are no chips to evacuate, the risk of tool breakage due to chip clogging is eliminated. They are particularly effective in high-speed CNC environments where cycle time reduction is a priority.
6. Carbide-Tipped Machine Taps for Hardened Materials
For materials exceeding 45 HRC, standard HSS machine taps for threading often fail. Carbide taps provide the necessary hardness and thermal stability to thread hardened tool steels and exotic alloys used in the defense and aerospace industries. While more brittle than HSS, their ability to hold a sharp edge at extreme temperatures is vital for niche high-tech applications.
Technical Specifications and Materials
The performance of machine taps for threading is directly linked to the metallurgy of the tool. MisolGroup utilizes three primary grades of High-Speed Steel (HSS) to ensure our tools meet the rigorous demands of global manufacturing.
Material Science in Threading
- M2 (Standard HSS): Offers a great balance of toughness and wear resistance. It is the most common material for general-purpose machine taps for threading.
- M35 (5% Cobalt): By adding cobalt, the heat resistance is significantly increased. This material is preferred for machining stainless steel and other high-tensile alloys.
- DV3 (Premium Powder Metallurgy): For the most demanding environments, powder metallurgy steels provide a uniform grain structure, resulting in superior edge toughness and life expectancy compared to conventional HSS.
Surface Coatings and Treatments
To further enhance the capability of machine taps for threading, various coatings are applied:
- TiN (Titanium Nitride): A general-purpose coating that increases surface hardness and provides a low coefficient of friction, reducing “built-up edge” on the tool.
- TiAlN (Titanium Aluminum Nitride): Excellent for high-heat applications, as it forms a protective aluminum oxide layer at high temperatures.
- Steam Oxide: Often applied to taps used in ferrous materials, this porous layer helps retain cutting oil, reducing friction and preventing the tap from welding to the workpiece.
How to Choose the Right Machine Tap
Selecting the ideal machine taps for threading requires a systematic approach. One must consider the hole type, the material, and the production volume.
1. Identify the Hole Type
Is it a through-hole or a blind hole? For through-holes, a spiral point tap or a DIN371 straight flute tap is usually the best choice. For blind holes, a JIS spiral groove tap is necessary to ensure chips are pulled out of the hole, preventing the tap from bottoming out on its own debris.
2. Material Workability
The “machinability” of the workpiece dictates the tap’s geometry. Soft, stringy materials like aluminum require taps with large flute volumes and high rake angles. Conversely, hard materials like cast iron require more robust, abrasion-resistant machine taps for threading with smaller rake angles.
3. Production Speed and Torque
In high-speed automated environments, tool rigidity is paramount. Taps with reinforced shanks (like those found in the DIN371 standard) allow for higher torque without the risk of snapping. Always match the tap’s recommended surface feet per minute (SFM) to your machine’s spindle capabilities.
Maintenance and Tool Life Optimization
Even the best machine taps for threading will fail prematurely if not maintained correctly. Tool life optimization is a combination of proper lubrication, correct alignment, and timely replacement.
The Role of Lubrication
Threading is a high-friction process. Using the correct cutting fluid or oil is essential to dissipate heat and reduce the torque required for cutting. For stainless steel, high-sulfur oils are often recommended, while aluminum often requires specialized synthetic coolants to prevent the material from sticking to the tap flutes.
Alignment and Runout
Machine taps for threading must be perfectly aligned with the pre-drilled hole. Even a minor misalignment can cause the tap to cut “oversize” or lead to catastrophic tool failure. Using high-quality tool holders with minimal runout is critical for maintaining thread tolerance.
Summary Comparison Table
| Tap Type | Best For | Standard | Key Advantage |
|---|---|---|---|
| Spiral Point | Through-holes | DIN/ISO | High strength, pushes chips forward |
| Spiral Flute | Blind holes | JIS/DIN | Excellent chip evacuation (upward) |
| DIN371 Series | Small diameters | DIN371 | Reinforced shank for extra rigidity |
| (10S-529) Series | General Production | Misol Standard | Versatility across multiple materials |
| Forming Taps | Ductile Metals | Standard/Metric | No chips, stronger threads |
| Carbide Taps | Hardened Steel | Specialized | Extreme heat and wear resistance |
Frequently Asked Questions
What is the main difference between a machine tap and a hand tap?
Machine taps for threading are designed for continuous use in power-driven machines. they typically have a different chamfer lead and are made from higher grades of HSS to handle the heat and speed of CNC machining. Hand taps usually come in sets of three (taper, plug, and bottoming) and are used manually.
Why are my machine taps for threading breaking in blind holes?
The most common cause is chip accumulation. If you are using a straight flute tap in a blind hole, the chips have nowhere to go and will eventually jam the tap. Switching to a JIS spiral groove tap will help pull the chips out of the hole.
How do I calculate the correct drill size for a tap?
A general rule of thumb for metric threads is: Drill Size = Major Diameter – Pitch. For example, for an M6 x 1.0 thread, the drill size would be 5.0mm. However, always consult a standardized tap drill chart for precise tolerances.
Can I use the same tap for stainless steel and aluminum?
While some multi-purpose machine taps for threading, like the MisolGroup (10S-529) series, can handle both, it is generally better to use material-specific taps for high-volume production. Stainless steel requires more heat resistance (Cobalt), while aluminum requires better chip evacuation and anti-stick properties.
References
- ISO 2857: Ground thread taps for ISO metric threads – Tolerances.
- JIS B 4430: Dimensions and tolerances for spiral fluted taps.
